BASKI DEVRE ÇIKARMA VE UYGULAMA
1-BASKI DEVRE ÇIKARMA TEKNİKLERİ
Elektronik cihazlar, bakır plaket üzerine monte edilen elektronikelemanlardan meydana gelirler. Elektronik devre şemaları, baskı devreşemalarına dönüştürülecek bakır plakaya aktarılır. Bu işleme baskıdevre çıkarma tekniği denir. Baskı devre çıkartılmazsa elektronikcihazların boyutları oldukça büyük olur. Montaj zorluğu ilekarşılaşılır. Baskı devre yöntemlerini kullanarak elektronik devrelerinbakır kart üzerine aktarılmasıyla seri üretime geçilmiş, fiyatlarıoldukça düşmüştür. Üç çeşit baskı devre çıkarma çıkartma tekniği vardır.
1.)Baskı devre kalemiyle çizim tekniği
2.)Pozitif 20 tekniği
3.)İpek baskı tekniği
2-BASKI DEVRE KALEMİYLE ÇİZİM TEKNİĞİ
Baskı devre kalemi ile baskı devre yapılacağı zaman aşağıdaki malzemeler kullanılır.
a.)Bakır plaket
b.)Baskı devre kalemi
c.)Perhidrol
d.)Tuz ruhu
e.)Testere
f.)Yüksel devirli küçük matkap
g.)Temizlik malzemesi
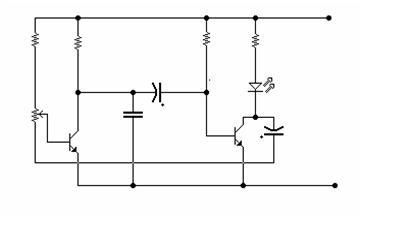
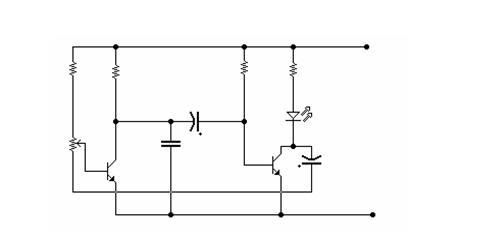
Bakır plakete çıkartmak istediğimiz devre aşağıda verilen flaşör devresidir.
Baskı devre çıkartılacağı zaman aşağıdaki yol incelenir.
1.) Devrede kullanılacak elemanlar temin edilir. Elemanların boyutları önemlidir. Bu kağıt üzerindeki ölçümlendirme önemlidir.
T1-T2: BC 237 R2-R3: 10K 0.25W
D1: Kırmızı led R4: 120 0.25W
P1: 1M C1: 10F 16V
R1:4.7K 0.25W C2: 0.22F 16V
C3: 100F 16V
Kağıda hatlar birbirini kesmeyecek şekilde baskı devre şeması çizilir.
2.)baskı devre şeması kullanılacak elemanların ayak ölçülerine göre enküçük hale getirilip elemanlar baskı devresinin üzerine yerleştirilipmalzemeler plaket üzerine yerleştirilir.
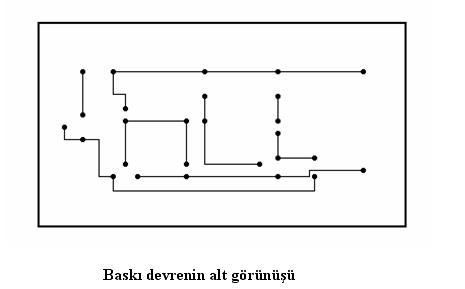
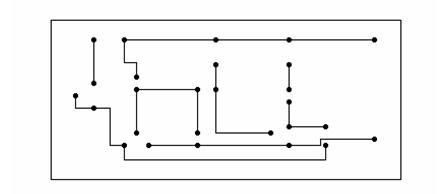
3.)Yerleştirme planının tersi başka bir kağıda çizilir.(Çizimin tersi aynen kopya edilir)
5.) Aşağıdaki çizim büyüklüğünde bakır plaket kıl testere ile kesilir.
6.)Bakır plaka temizleyici madde ile çok iyi bir şekilde temizlenir. Bol su ile yıkandıktan sonra durulayıp kurutulur.
7.)Kağıtta çizili olan baskı devre şemasını karbon kağıt ile bakırplakete aktarılır. Bakır plaket üzerine çizilen baskı devre şemasınıbaskı devre kalemiyle düzgünce çizilir.
8.)Bakır plaketin girebileceği büyüklükte bir kaba bir perhidrol kapağıölçekte perhidrol, dört perhidrol kapağı ölçekte de tuz ruhukarıştırınız.
9.)Plaketi, hazırladığınız eriğin içerisine atınız. Çizilen hatların dışındaki tüm bakır plaka çözülene kadar bekleyin.
10.)Bakır plaket üzerine baskı devre çıktıktan sonra bol suyla yıkayarak kurutulur.
11.)Kullanılan elemanların bacak kalınlıklarına göre, matkap ucu seçilir ve markalı yerler delinir.
12.)Bakır hattın ters yüzüne elektronik elemanlar yerleştirilir.
13.)Lehimleme işlemleri kısa devre meydana gelmeyecek şekilde yapılır. Devreye gerilim vererek devre çalıştırılır.
3-POZİTİF 20 TEKNİĞİ
Pozitif 20 ile baskı devre çıkartırken;
a.)Bakır plaka
b.)Aydınger veya naylon
c.)Letraset, çini mürekkep
d.)Temizlik malzemesi
e.)Kıl testere
f.)NaOH
g.)FeCl3
h.)Ilık su
i.)Kurutma fırını
j.)Pozlandırma sistemi
k.)Matkap
l.)Karanlık oda
malzemeler kullanılır.
Aşağıdaki elektronik flaşör devresinin baskı devre şemasını çıkartalım.
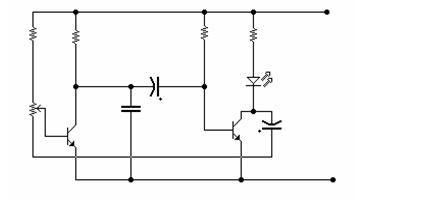
1.)Devrede kullanılan elemanlar temin edilir. Elemanların boyutları çizimde ve montajda önemlidir.
2.)Kağıt üzerinde hatlar birbirini kesmeyecek şekilde ölçekli olarak baskı devresi çizilir.
3.)Yerleşme planının tersi başka bir kağıda çizilir. Bu çizilen bakır plakete çıkacak olan baskı devre şemasıdır.
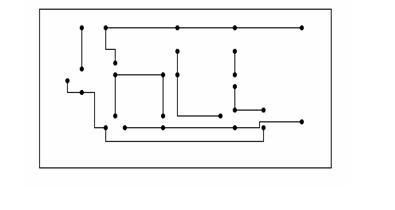
Baskı devrenin alt görünüşü
Baskı devre şeması ölçeğinde bakır pertinaksı kıl testere ile kesilir.Bakır plakanın üzerine pozitif 20 sürüleceği için yüzeyin yağdantamamen arındırılmış olması gerekir. Bakır plakanın temizleyici maddekullanılarak nemli bir bezle kir, pas ve yağı gidene kadar yıkanır.Temizleme işlemi tamamlandıktan sonra musluğun altına tutulur.Kurulandıktan sonra parmak izi kalmamasına dikkat edilir
4.)Temizlenmiş, kurutulmuş bakır plakaya pozitif 20 atılması içinkaranlık odada çalışılır. Odanın aşırı karanlık değil de loş bir ışığasahip olması tercih edilir. Pozitif 20 -10 C’lik bir ortamdasaklanmalıdır. Aynı zamanda pozitif 20 ile baskı devreler hem düzgün ,hem de kolay bir şekilde çıkar. Bakır plaka yatay fakat hafif eğimliolarak düzgün bir zemine konulur. Sprey 20cm mesafeden püskürtülür.Püskürme işlemi plakanın bir köşesinden başlayarak paralel şeritlerhalinde yapılmalı, plakanın her yerine aynı miktarda püskürmeye dikkatedilir. Püskürtme ile kaplama işlemi biter bitmez, plaka karanlık biryere konulur. Plakanın üzerine toz konmaması için dikkat edilmelidir.
5.)Pozitif 20 püskürtüldükten sonra plakanın kurutma işlemi hemenyapılmalıdır. Karanlık bir ortama bırakılan kart kendi imkanlarıylanormal olarak 24 saatte kurur. Fakat işlemlerin çabuk olması için kartısı ayarlı fırında kurutulur. Fırın ısısının 70 C’ye ayarlanmasıgerekir. 20 dakikada kurur. 70 C’nin üzerindeki ısı ve 20 dakikanınüzerindeki süre karta zarar verir.
6.)Bundan sonra yapılacak işlem pozlandırmadır. Pozlandırma işlemikaranlık odada yapılmalıdır. Daha önce aydınger veya naylon üzerinehazırlanan baskı devre cam yüzeyin üzerine şeffaf bir bantlatutturulur. Üzerine bakır plaket yatırılır. Bundan sonra ışıkta bırakmasüresi önemlidir. Işık kaynağını olarak çeşitli lambalarkullanılabilir. Işığa bırakma süresi lambanın cinsine ve plakaya olanuzaklığa bağlıdır.
Pozlandırmada dikkat edilmesi gereken bir noktada plaka lambanın altınakonmadan önce 2-3 dakika beklenerek asıl etkiyi yapan ultraviole tamgüçte emisyonu için zaman bırakmak, plakayı ışığın altına daha sonrakoymaktır. Lamba cinsine göre pozlandırma işlemi gerçekleştirilir.
LAMBA PLAKAYA OLAN UZAKLIK POZ SÜRESİ
500W 20 cm 3 dak
300W 25 cm 30-60 sn
7.)Kart üzerine baskı devre pozlandırıldıktan sonra banyo işleminegeçilir. Banyo çözeltisi hassas bir şek
ilde hazırlandıktan sonra bakırtabakasının çözünmesi daha az hatalı olur. Bir litre suyun içerisine7gr NaOH konulur. Banyo hazırlandıktan sonra pozlandırılmış olanbakırlı plaka çözeltisinin içerisine atılır. 2 yada 3 dakika sonra ışıkgören yerlerin eriyerek dağıldığı gözlenir. Letraset veya çinimürekkeple çizilen kısımların altında kalan kısımların ışık görmediğiiçin olduğu gibi kalır. Şayet yeterli süre geçmesine rağmen hiçbir yererimiyorsa, poz süresi yeterli olmamış demektir veya bunun aksierimemesi gereken yerlerde eriyorsa, poz süresi fazla gelmiş demektir.Her iki durumda da çalışmaya devam edilmemeli bakır plaka asetonlatemizlenip işe yeniden başlanmalıdır. Bakır plaka belirlenen süresonunda banyodan çıkarılmalı, bol su ile yıkanmalıdır. Bundan sonraplakayı artık karanlık odada tutmaya gerek yoktur.
8.)Sıra pozitif 20’nin banyoda erimiş olan kısımlarının altındangözüken bölgelerdeki bakırların yedirilmesi işlemine gelinir. Bununiçinde ayrı bir banyo hazırlanır. En uygun banyo
100gr FeCl3
150gr Su ‘dur.
Bakır plaka hazırlanan çözeltinin içerisine atılarak 40-50 C’deısıtılır. Işık almayan letrasetin altındaki bakır kısımların dışındakitüm bakır tabaka gözükür. Plaka banyodan çıkarılarak bol su ile yıkanır.
9.)Son işlem olarak baskı devresi asetonla silinerek temizlenir. Kartmatkapla delinir. Elektronik elemanlar dikkatli şekilde monte edilereklehimlenir.
4-İPEK BASKI TEKNİĞİ
İpek baskı yöntemi seri imalatlarda kullanılır bu yöntem için,
a.)Bakır plaka
b.)Aydınger veya naylon
c.)Letraset,çini mürekkep
d.)Temizlik malzemesi
e.)Kıl testere
f.)Tahta üzerine iyice gerilmiş ipek
g.)Serisrol
h.)Hızlandırıcı
i.)Plastik veya karıştırıcı çubuk
j.)Rahle
k.)Pozlandırma masası
l.)Isıtıcı
m.)İpek üzerine konacak ağırlık
n.)Tazyikli su
o.)Matbaa mürekkebi
p.)Selilozik tiner
q.)Çamaşır suyu
r.)Baskı devre kabı
s.)Perhidrol
t.)Tuzruhu
u.)Matkap
v.)Karanlık ve loş oda
Malzemeler ve ortam temin edildikten sonra aşağıdaki elektronik flaşör devresini ipek baskı tekniği ile çıkaralım;
1.)Devrede kullanılacak elemanlar temin edilir. Elemanların boyutları yerleştirme planı ve yerleştirmede önemlidir.
2.)Kağıt üzerinde hatlar birbirini kesmeyecek şekilde ölçekli olarakbaskı devresi çizilir. Çizilen baskı devre yerleştirme planıdır.
3.)Yerleştirme planının tersi başka bir kağıda çizilir. Bu çizilen bakır plakete çıkacak olan baskı devredir.
4.)Pozlandırma masasını üzerine asetatta bulunan baskı devre yüzeyini bantla yapıştırırız.
Baskı devrenin alt görünüşü
5.)Çalışma odası karartılır. Bu ipek üzerine sürülecek karışımhazırlanır. Plastik kabın içerisine bir kahve fincanı ölçeğindeserisrol koyduğumuz serisrolün 1/10 ölçeğinde hızlandırıcı koyarak,çubukla karıştırırız.
6.)Tahta çerçeve içerisine gerilmiş ipek üzerine hazırlanan karışımdökülür. Karışımı yayacağımız alan asetat üzerine çizilen baskı devreşemasının alanından biraz daha fazla olmalıdır. İpek üzerinde durankarışım rahle ile homojen bir şekilde yayılır. İpek karışımı her alandaeşit miktarda olmalıdır.
7.)Tahta çerçeve içerisinde bulunan ipeğe sürülen karışım, yine karanlık ortamda saç kurutma makinasıyla kurutulur.
8.)İpek iyice kuruduktan sonra karışımlı kısım pozlandırma masasıüzerine yapıştırılmış baskı devre şemasının üzerine yerleştirilir.Üzerine dışarıdan gelebilecek ışıkları engellemek için kitap, karbonvb. ağırlık konulur.
9.)Pozlandırma işlemini yapabilmek için ultraviole ışık açılır. Pozsüresi hazırlamış olduğumuz hızlandırıcı miktarına göre ayarlanır.Hızlandırıcı miktarı az ise poz süresi az, hızlandırıcı miktarı fazlaise poz süresinin fazla olması gerekir. Bu süre 2 dakika ile 5 dakikaarasında değişir. Poz süresi aynı anda ışık şiddetinede bağlıdır.
10.)Pozlandırma işleminden sonra ipeği bol tazyikli suyun altınatutarak iyice yıkanır. Bu anda bakır hatların olacağı kısımdaki karışımdökülecek diğer taraflar kalacaktır.
11.)Işığı açarak, ipek kurutulur.
12.)Baskı devresi çıkacak şemanın ölçeğinde bakır plaket kıl testere ile kesilir. Temizlik maddeleri ile iyice temizlenir.
13.)İpek üzerine çıkardığımız baskı devre şemasını bakır plaketeaktarabilmek için yeni bir karışım hazırlanır. Plastik kap içerisinebir kahve fincanı ölçeğinde matbaa mürekkebi konulur. İnceltmek içinselülozik tiner katılır. Karışım homojen olarak iyice karıştırılır.
14.)Bakır plaket ipek üzerindeki şemaya denk gelecek şekildeyerleştirilir. Karışımı yeterli miktarda dökerek rahle ile düzgünşekilde çekilir. Kart düzgün şekilde ipeğin altına alınır.
15.)İpek daha sonraki karışımlarda kullanılmak için hemen selilozik tinerle silinir.
16.)Baskı devre çıkarma kabının içerisine bir perhidrol kapağı ölçekleperhidrol, dört ölçekte tuz ruhu atılır. Plaket hazırlanan eriğininiçerisine atılır. Devre şeması hatlarının dışındaki tüm bakır plakaçözülene kadar beklenir. Plaket çıktıktan sonra bol su ile yıkanır.
17.)Elemanların bacak kalınlıklarına göre, matkap ucu seçilir, markalı yerler delinir.
18.)Elemanlar yerleştirilir. Lehimleme işlemleri kısa devre meydanagelmeyecek şekilde dikkatlice yapılır. Devreye gerilim vererek devreçalıştırılır.
4.1- Baskı Devrelerinin Yapımı
Elektronik ile uğraşanlar arasında baskı devre kullanımı giderekzorunlu(!) hale gelmiştir. Çünkü bu durumda mekanik yapı ve elemanlarınyerleştirilmesi oldukça kolaylaşır. Baskı devreler “plaket” üzerineçizilerek oluşturulur. Plaket, başlangıçta 1-2 mm kalınlığında çıplakbir sert kağıt (pertinaks) veya epoksi plakadır.
Bu plaka üzerine bakır folyo serilir ve daha iyi tutsun diye özel birreçine ile yapıştırılır. Bakır katın kalınlığı 35-70 µm kadardır. Buşekilde bir veya iki yüzü bakırla kaplanmış plakalar elektronikmalzemesi satıcılarında bulunur. Standart büyüklük Avrupa formatı’dır.(100mm x 160mm) ve plaketler bu büyüklüğün tam katları şeklindekesilmiş olmalıdır. İşte bu malzeme, baskı devre yapımında esastır veprofesyonel baskı devre imalatçıları tarafından da hazır olarakalınmaktadır.
Baskı devre plaketlerinin hazırlanmasında en zor ve oyalayıcı adım,elde bulunan
devre şeması veya deney düzeninden baskı devre planınınelde edilmesidir; iletken yollar birbirini kesmelidir. Tabii iki yüzlü(hatta çok katlı) baskı devreler de hazırlanabilir.
Karmaşık devrelerde, yolların en iyi durumunu bulmak için kurşunkalemle taslak hazırlamak kaçınılmazdır. Çok basit devrelerde iseyollar aside dayanıklı bir kalem ile doğrudan bakır üzerineçizilebilir. Hatta, aşırı basit bir devrede plaket hazırlanmadantamamen vazgeçilerek, delikli plakalar kullanılır.
Baskı devre hazırlamada kullanılan çok çeşitli yöntemler vardır. Buyöntemlerden biri de başarılı sonuçlar veren pozitif-fotorezistyöntemidir. Bu yöntemde saydam kağıt (Aydınger) üzerinden çinimürekkebi ile koyu ve tam örtücü olarak çizilmiş pozitif, yani bakıryolların siyah olduğu, bir film kullanılır. 90 g/m2 ağırlığında veüzerinde 2.54 mm aralıklı çizgiler basılmış kareli Aydınger kağıdı enuygun malzemedir. Bu çizgilerin UV- ışığı geçirmeleri yani açık mavirenkli olmaları gerekir. Koyu kısımların ışık geçirmezliğini sağlamakiçin genellikle bir taraftan çizmek yeterli olmamaktadır. Bu nedenle deaydıngerin iki yüzden boyanmasında fayda vardır.
Çini mürekkeple çizim için yeterli deneyime sahip bulunmayanlar,Letraset benzeri çıkartmalar ve şeritler kullanabilirler. Buyaprakların üzerinde çeşitli büyüklük ve kalınlıkta lehim adaları,yollar, köşeler ve semboller vardır. Yolların ince olmasını gerektirenkalabalık ve karmaşık devrelerde baskı devre filmini tersten yapmak veışıklandırma sırasında çıkartmaların bulunduğu yüzün aşağıya gelmesinisağlamak gerekir. Yoksa, ışığın kenarlarda kıvrılması sonucu yollarincelebilir. Şimdi artık eldeki baskı devre planı bakır yüzey üzerineaktarılmalıdır. Yani yolları bırakıp geriye kalan bakırı sıyırmak içinbir yol bulunmalıdır. Bunun için bakır, aside dayanıklı ve ışığaduyarlı bir film ile kapanır. Bu film ışıklandırılıp banyo edildiktensonra açıkta kalan bakır kısımlar uygun aşındırıcı malzeme ileçözülebilir.
Bakır yüzey pozitif 20 ile kaplanmadan önce bir mekanik temizleme tozuyardımıyla yağ ve asitlerden arındırılmalıdır. Temizlikten sonratemizleme maddesi su ile akıtılır. Bakır üzerinden yekpare bir su filmioluşması yüzeyin temizliğinin göstergesidir. Fotorezist-lak ın bakırüzerinde her tarafa eşit dağılması için plaket tamamen kurutulmalıdır.Ya da bez yerine saç kurutma makinesi kullanılması atıklarbırakmadığından daha uygundur. Ancak bakırı fazla ısıtıp bozmamak içinarada 20 cm.lik bir uzaklık bırakılmalıdır.
Sprey şeklindeki lak’ın sıkılması gün ışığında gerçekleştirilebilir.Ancak lak UV- ışığa duyarlı olduğundan, doğrudan güneş ışığını görmesiengellenmelidir. Sprey 20 cm kadar uzaklıktan yatay olarak duran plaketüzerinde sanki bir yılanın yolu çiziliyormuş gibi sıkılmalıdır. Buşekilde oluşan filmin kurutulması karanlıkta yapılacaktır. Kurutmaişlemi oda sıcaklığında 24 saat sürer, bu da tabii çok uzun birsüredir. Bir fırın kullanılırsa işlem süresi çok kısalır. Lak ilekaplanmış plaket soğuk fırının içine konur ve sıcaklık yavaş olarak 70ºC’ ye çıkarılır, 30 –45 dakika sonra lak kurumuştur ve ışıklandırmayahazırdır. Kurutma daha yüksek sıcaklıkta ve /veya daha uzun süreyapılırsa , lak pişer ve ışığa duyarlılığı kaybolur.
Işıklandırma için hazırlanmış olan baskı devre filmi plaketin lak’lıyüzüne konur. Filmin tamamen yapışması için de 2 mm kalınlığında bircam parçası kullanılır. En uygun ışık kaynağı UV- ampulü, örneğin cıvabuharlı ampul veya yapay güneş ışığı ampuludur. Pozitif 20’nin duyarlıolduğu ışığın dalga boyu üretici verilerine göre 360-410 nmarasındadır. Lamba ile ışıklandırılan plaket arasındaki uzaklık 25- 30cm, ışıklandırma süresi ise lambanın gücü ve lak kalınlığına göre 1-5dakika arasında olmalıdır.
En iyi değer bir çok deneme sonucu elde edilir ve her zaman aynıkalınlıkta kaplama yapılmasına dikkat edilerek, bulunmuş olan bu değerkullanılır. İlk defa baskı devre yapan birisi için banyo işlemi enheyecanlı adımdır. 7gram NaOH bir litre su içinde tamamen çözülür. Buorana dikkat edilmesi gerekir. Konsantrasyon fazla olursa ışık görmemişyerlerde çözülür. Banyo sıvısı plaketin üstünü tamamen örtmelidir.Çözelti aynen film banyosunda olduğu gibi yavaşça hareket ettirilir,böylece plaketin üzerine her zaman temiz banyo sıvısı gelir ve çözülmüşparçalar uzaklaşır. 2-3 dakika içinde “resim” ortaya çıkmalıdır, eğerhala bir şey gözükmüyorsa ışıklandırma çok kısa olmuş demektir. Her şeyyolunda ise bakır yüzey üzerinde koyu renkli yollar ortaya çıkar. Banyobitiminde plaket su ile iyice yıkanarak NaOH’tan temizlenmelidir. Banyosıvısı ile temas ederseniz, temas yerini hemen bol su ileyıkamalısınız. Eğer bu işlemler sırasında yanınızda limon veya sirkebulundurursanız, asit içeren bu madde ile NaOH’ ı nötralize edereketkisini giderebilirsiniz. Şimdi artık sıra açıkta kalan bakırınyedirilmesine gelmiştir. Pozitif 20 kullanıla gelen asitli banyolaradayanıklı olduğundan, demir III klorür,amonyumpersulfat ve krom asidinebaş vurulabilir. Bu banyolar %30-40 konsantrasyonlu olarakhazırlanırlar ve bir ısıtıcı üzerinde 40 –50 ºC sıcaklıkta tutulurlar.Banyo kabı olarak metal kap kullanılmaz, ısıya dayanıklı camtencereler(pyrex) işinizi görür.
Aşındırıcı banyoyu ille de kendileri hazırlamak isteyen şu reçeteyi kullanabilirler:
•7 kısım %35 tuz ruhu
•1 kısım %30 hidrojenperoksit
•25 kısım su
Bu karışımın çok keskin bir kokusu vardır. Ve biraz dumanlıdır.Aşındırma etkisi çok kuvvetli olduğundan dikkatle kullanılmalıdır.
Acemi olanlar, işlem daha yavaş sürdüğünden, ilk sözü edilen maddelerleçalışmalıdırlar. Karışımın reçetede verilenden daha konsantreolmamasına dikkat edilmelidir, yoksa banyoda kısa süreli bir köpürmedensonra elinizde sadece pertinaks plakası kalır. Karışım sırası dayukarıdaki listeye uygun ve sondan başa doğru olmalıdır. Yoksa tersiyapılıp ta su asit içerisine içine boca edilirse, karışım kaynayıpetrafa sıçrar.
Yedirme işleminden sonra plaket. Üzerinde hiç hiçbir artık kalmayacakşekilde akan su altında durulanır. İletken yollar üzerinde hala asidedayanıklı olan lak bulunmaktadır. Bu kat da Aseton veya Nitro Verdünnerile kaldırılabilir.
Artık açıkta kalmış olan ve uzun süre dayanmasını istediğiniz bakırkısımların koruyucu lehim lakı ile kaplanması gerekir. Hazır laklarkullanılabileceği gibi alkol veya tiner içinde eritilmiş reçine deişimizi görür. Baskı devre şimdi deliklerin delinmesi ve elemanlarınyerleştirilmesine hazırdır.